
Домашня сторінка > Продукція > Промислова кераміка > Оброблювана склокераміка





Унікальна оброблюваність
• Оброблюється за допомогою стандартних інструментів для металообробки (токарний верстат, фрезерний верстат, свердлильний верстат, пилка, метчик, шліфування, полірування) — не потрібні алмазні шліфувальні верстати, як у випадку з традиційними спеченими керамічними матеріалами.
• Не потрібне додаткове випалювання чи відпалювання після механічної обробки, що значно скорочує терміни виготовлення прототипів та спеціальних деталей.
• Дозволяє виготовляти складні геометричні форми, внутрішні різьби, тонкі стінки та тонкі мікроструктури без утворення тріщин під час різання.
Термічні властивості
• Стабільність при високих температурах: тривала експлуатація при 800 °C , короткочасне пікове навантаження до 1000 °C; відсутність повзучості, розм’якшення або постійної деформації при високих температурах
• Низька теплопровідність, що забезпечує надійну теплову ізоляцію при високих температурах .
• Висока стійкість до термічних ударів: витримує швидке охолодження від 800 °C до кімнатної температури без утворення тріщин.
Типові галузі застосування
Обладнання для напівпровідників, кріплення датчиків у космічних апаратах, деталі вакуумних камер,
точні кріпильні пристрої, компоненти ізоляції високої напруги, основи оптичних приладів тощо.
1. Огляд оброблювального склокерамічного матеріалу
1.1 Загальне введення
М оброблювальна міка-склокераміка isа двофазний неорганічний композит ,який поєднує формуючі властивості скла з високотемпературною та ізоляційною стабільністю передових керамік. Його часто називають склокерамікою через характерну велику кристалічну мікроструктуру слюди, що забезпечує легку механічну обробку.
1.2хімічний склад та мікроструктура
• Двофазна структура: ~55 % кристалів флуорофлогопітової слюди рівномірно розподілені в матриці боросилікатного скла (45 %).
• Пластинки слюди утворюють переплетені шаруваті мікроканали; під час обробки тріщини відхиляються вздовж шарів слюди, запобігаючи катастрофічному руйнуванню — це основний механізм, що забезпечує її унікальна оброблюваність .
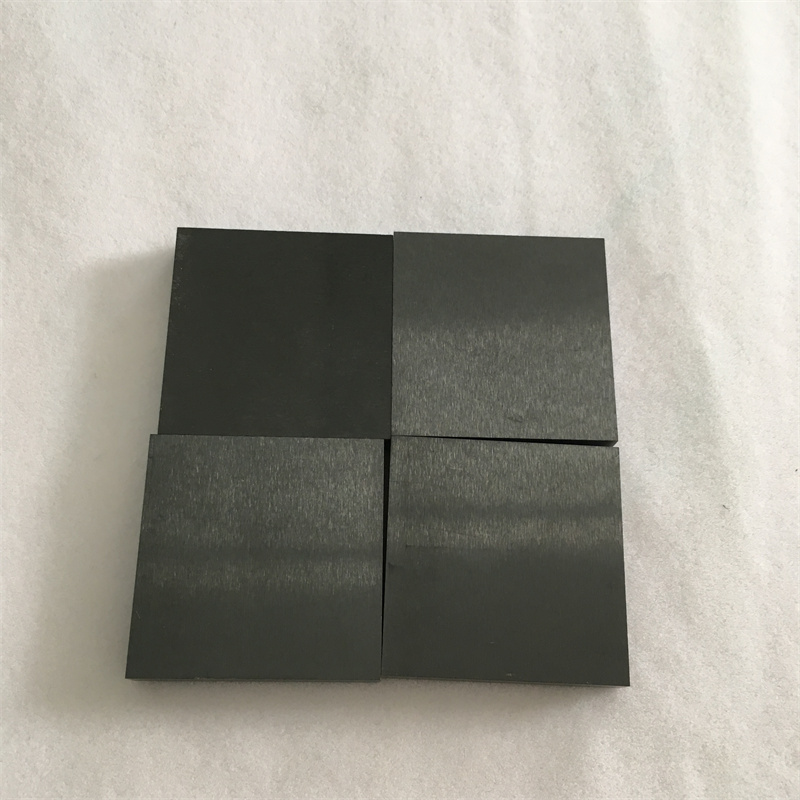
• Повністю щільний матеріал без відкритої пористості, білий, подібний до порцеляни, масивний матеріал із незмочуваною гладкою поверхнею.
• Щільність: 2. 6г/см³, легший за алюмінову кераміку.
2. M технологічний процес виробництва
2.1 Підготовка та змішування вихідних матеріалів
Скляна система на основі алюміно-боросилікату з фтористими добавками для утворення слюди:
• Кремній оксид (SiO₂), бор оксид (B₂O₃), алюміній оксид (Al₂O₃) – попередники скляної матриці
• Сполуки магнію, калію та фтору – зародкоутворювальні агенти для флуорфлогопітової слюди (KMg₃AlSi₃O₁₀F₂)
• Точне дозування для досягнення кінцевого співвідношення об’ємів: 55 % кристалів слюди / 45 % залишкового скла.
2.2 Скло високої температури, м плавлення
Етап А: Подати змішану суміш у тигельні плавильні печі при температурі 1450–1550 °C.
Етап Б: Утримувати достатньо довго для повної гомогенізації та видалення бульбашок (етап очищення).
Етап В: Утворити однорідне розплавлене скло, багате фтором.
Етап Г: Точно контролювати в’язкість розплаву для лиття без дефектів.
2.3 Лиття та контрольоване охолодження (фазове розділення)
Етап А: Заливати розплавлене скло в графітові/металеві форми для відливання великих суцільних заготовок: плит, блоків, товстих стрижнів.
Етап Б: Повільне, програмоване охолодження запускає розділення фаз рідина–рідина: нанокраплі, багаті фтором, рівномірно розподіляються всередині основи з боросилікатного скла.
Етап В: Охолоджена заготовка виглядає як молочне опалесцентне скло, повністю аморфне до кристалізації.
Етап Г: Відпалювати відлиті заготовки для усунення внутрішніх термічних напружень і запобігання тріщинам під час подальшої термообробки.
2.4Контрольована термообробка (керамінг)
Цей процес є запуском контрольованої кристалізації флуорофлогопітової слюди всередині скляної маси.
2.5різання заготовок та формування заготовок
Розрізання великих керамічних плит на стандартні напівфабрикати: листи, прямокутні бруски, круглі стрижні, диски ;Шліфування плоских поверхонь до уніфікованих розмірних стандартів для комерційного постачання ;Контроль на наявність внутрішніх дефектів (тріщин, бульбашок, нерівномірної кристалізації) за допомогою ультразвукового/візуального контролю; браковка несправних заготовок. Цей напівфабрикат є сировиною, що надсилається виробникам компонентів.
3. Основні характеристики продукту
3.1 Оброблюваність (визначальна характеристика)
• Підлягає обробці стандартними інструментами зі швидкорізальної сталі або твердого сплаву (токарні, фрезерні, свердлильні, нарізальні, шліфувальні, полірувальні верстати) — для базової формоутворювальної обробки не потрібні дорогі алмазні шліфувальні інструменти.
• Досягає ультраточних розмірних допусків до ±0,013 мм; дзеркальне полірування забезпечує шорсткість Ra < 0,013 мкм.
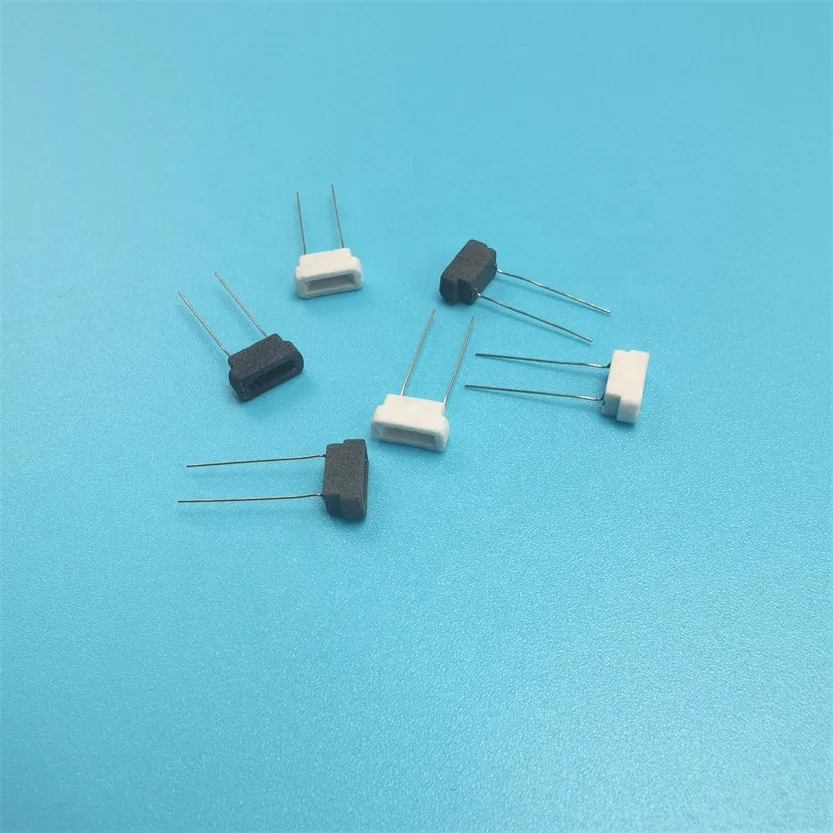
• Дозволяє виготовляти тонкі елементи: мікрорізьблення (M1,2), тонкостінні конструкції, складні тривимірні геометрії без утворення тріщин.
• Швидке прототипування та низька вартість малих партій у порівнянні зі спеченими технічними кераміками.
3.2 Термічні властивості
• Неперервна робоча температура: 800 °C; короткочасна стійкість до пікових температур до 1000 °C.
• Виняткова стійкість до термічних ударів: витримує швидке охолодження від високої робочої температури до кімнатної.
• Низька теплопровідність, що забезпечує ефективну високотемпературну теплову ізоляцію.
• Регульований низький коефіцієнт теплового розширення (КТР), сумісний із паянням/герметизацією з поширеними металами та оптичним склом.
3.3 Електроізоляція
• Надзвичайно високий об’ємний опір (10¹⁴–10¹⁵ Ом·см за кімнатної температури) у широкому діапазоні температур та частот.
•Висока діелектрична міцність (~45 кВ/мм) та надзвичайно низькі діелектричні втрати, що робить матеріал ідеальним для високовольтної та високочастотної електричної ізоляції.
• Ізоляційні характеристики залишаються стабільними при підвищених температурах, де полімери руйнуються.
3.4 Хімічна та вакуумна сумісність
• Стійкий до більшості кислот , лугів, органічних розчинників та олій; вразливий лише до плавикової кислоти та розплавлених лужних металів.
• Наднизька швидкість дегазації після випалювання, відсутність уловлених газових пор — повна сумісність з камерами надвисокого вакууму (UHV) для напівпровідникових та оптичних систем.
• Стійкість до випромінювання під час опромінення рентгенівським, гамма-та частинковим випромінюванням, придатний для ядерних та аерокосмічних середовищ.
3.5 Механічні властивості та безпека
• Висока межа міцності на стиск (~3450 МПа), помірна межа міцності на розтяг (~345 МПа); шаруваті слюдяні композити зупиняють поширення тріщин, забезпечуючи підвищену в’язкість.
• Неотруйний, чистий неорганічний матеріал без летких органічних сполук.
• Пил, що утворюється під час механічної обробки, є помірним подразником, тому потрібно забезпечити стандартну вентиляцію.
4. Основні обмеження
• Не підходить для тривалого впливу при температурах понад 800 °C.
• Схильний до травлення плавиковою кислотою.
• Нижча твердість і зносостійкість порівняно з оксидом алюмінію або кремнійкарбідними кераміками у застосуваннях із сильним абразивним зношенням.
5. Основні промислові застосування
5.1. Вакуумна та напівпровідникова галузі: кріплення для високовакуумних камер, ізолятори введення, теплові прокладки, деталі для обробки пластин.
5.2. Авіаційно-космічна галузь: опори для сенсорів супутників, кріплення для термоізоляції шатлів, структурні компоненти, стійкі до радіації.
5.3. Високовольтна електроніка: каркаси котушок, ізолятори джерел живлення, прокладки лазерних резонаторів.
5.4. Оптика та прецизійні прилади: основи оптичних лав, кріплення дзеркал, технологічні пристосування для метрології.
5.5. Медична та ядерна галузі: блоки для радіаційних випробувань, прецизійні лабораторні пристосування без забруднення, пристосування для екранування від радіації.
6. Позиціонування матеріалів
Оброблювальна склокераміка — це унікальна відмінність у характеристиках між пластиками, металами та спеченими кераміками: вона забезпечує термічну/ електричну стабільність на рівні кераміки, зберігаючи при цьому швидку й економічну обробку, характерну для м’яких металів, що робить її переважним матеріалом для виготовлення спеціалізованих деталей з підвищеною точністю, які працюють у жорстких умовах — при високих температурах, у вакуумі або за високої напруги.
| Оброблювана склокераміка | ||
| Властивість Вміст | Показник властивостей | Інструкція |
| Щільність | 2,6 г/см³ | |
| Видима пористість | 0.069% | |
| Поглинання води | 0 | |
| Твердість | 4~5 | Мооса |
| Колір | Білий | |
| Коефіцієнт теплового розширення | 72×10⁻⁷ /℃ | -50℃до 200 ℃середнє |
| Теплопровідниковість | 1,71 Вт/м·К | 25℃ |
| Тривала робоча температура | 800℃ | |
| Згинальна міцність | >108 МПа | |
| Модуль стиснення | >508МПа | |
| Впливова м'язкість | >2,56 кДж/м² | |
| Модуль пружності | 65 ГПа | |
| Діелектричні втрати | 1~4×10⁻³ | При кімнатній температурі |
| Діелектрична проникненість | 6~7 | " |
| Міцність на прокол | >40 кВ/мм | Товщина зразка 1 мм |
| Об'ємний опор | 1,08×10¹⁶ Ом·см | 25℃ |
| 1,5×10¹² Ом·см | 200℃ | |
| 1,1×10⁹ Ом·см | 500℃ | |
| Нормальна температура газової ефективності | 8,8×10⁻⁹мл/с·см² | Вакуумне випалювання 8 годин |
| Частота проникнення гелію | 1×10⁻¹⁰мл/с | 500℃випалювання, охолодження |
| 5% НС1 | 0,26 мг/см² | 95℃,24 години |
| 5%HF | 83мг/см² | " |
| 50%Na₂CO₃ | 0,012мг/см² | " |
| 5%NaOH | 0,85мг/см² | " |
Історія розвитку

Патенти та сертифікація

Упаковка

Послуги
Часті запитання

Матове кварцове скло Фланець для ущільнення або з'єднання компонентів
Високоміцна ізоляційна керамічна пластина з нітриду кремнію для автомобільної промисловості
Пориста керамічна вставка зі стабільним поглинанням і випаровуванням, осердя для розпилення

Розумний багаторазовий стерилізатор з озоном для дому, очисник повітря, генератор озону 10 г, пристрій


