
ホーム > 製品 > 工業用セラミックス > 機械加工可能なガラスセラミック





独自の機械加工性
• 加工可能素材: 標準金属加工工具を用いて(旋盤、フライス盤、ドリル、鋸、タップ、研削、研磨)—従来の焼結セラミックスと異なり、ダイヤモンドグラインダーは不要。 • 機械加工後の再焼成/アニーリングが不要で、
試作期間およびカスタム部品の納期を大幅に短縮。 試作期間およびカスタム部品の納期を大幅に短縮。 試作期間およびカスタム部品の納期を大幅に短縮。
• 複雑な形状、内ねじ、薄肉、微細な微細構造にも対応可能で、切削中に亀裂が発生しにくい。
熱性
• 高温安定性:連続使用温度 800℃ 、短時間のピーク負荷では1000℃まで耐えられる。高温下でもクリープ、軟化、永久変形が発生しない
• 低熱伝導率で、信頼性の高い 高温用断熱材として機能する。 断熱バリア。
• 優れた耐熱衝撃性:800℃から室温への急冷を繰り返しても破損しない。
一般的な用途分野
半導体製造装置、航空宇宙用センサーブラケット、真空チャンバー部品、
高精度治具、高電圧絶縁部品、光学機器ベースなど。
1. 加工可能なガラスセラミックの概要
1.1 一般紹介
M 加工可能なマイカガラスセラミック isa 二相無機複合材料 ,ガラスの成形性と先進セラミックスの高温耐性・絶縁安定性を融合させた材料です。その特徴的な大型マイカ結晶微細構造により機械的切削が容易なことから、一般に ガラスセラミックと呼ばれます。
1.2・化学組成および微細構造
・二相構造:フロロフィログロパイトマイカ結晶(約55%)が、ホウケイ酸塩ガラスマトリクス(45%)中に均一に分散している。
・マイカの薄片は互いにかみ合う層状の微細チャネルを形成し、切削時に亀裂がマイカ層に沿って偏向するため、破壊的な粉砕が防止される——これがその 独自の機械加工性 .
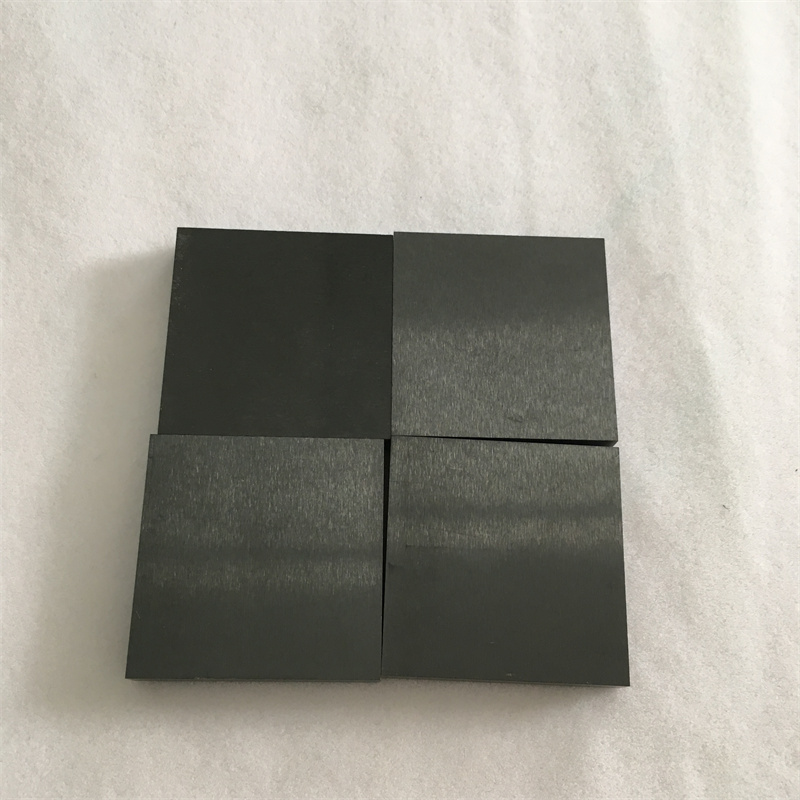
・完全緻密で開放気孔率ゼロの、白磁のような均質な白色バルク材であり、非湿潤性の滑らかな表面を持つ。
・密度:2. 6g/cm³、 より軽量 ハーンアルミナセラミック。
2. M 製造工程
2.1 原料の配合および混合
雲母形成のためフッ素添加剤を含むアルミノホウケイ酸ガラス系:
・シリカ(SiO₂)、ホウ酸化物(B₂O₃)、アルミナ(Al₂O₃)——ガラスマトリックスの前駆体
・マグネシウム、カリウム、フッ素化合物——フローロフィログロパイト雲母(KMg₃AlSi₃O₁₀F₂)の核生成剤
・最終的に雲母結晶が55%、残存ガラスが45%となる体積比に厳密に調整。
2.2 高温ガラス溶融 融解
ステップ A: 混合バッチを耐火性溶融炉に投入し、1450~1550 °Cで溶融する。
ステップ B: 均質化および気泡除去(ファイニング工程)が完全に完了するまで十分な時間保持する。
ステップ C: 均一なフッ素含有溶融ガラスを形成する。
ステップ D: 鋳造時の欠陥を防ぐため、溶融物の粘度を精密に制御する。
2.3 鋳造および制御冷却(相分離工程)
ステップ A: 溶融ガラスをグラファイト/金属製金型に流し込み、大型の固体ブランク(板材、ブロック、厚手の棒材など)を鋳造する。
ステップ B: 緩やかでプログラムされた冷却により、液体-液体相分離が誘発され、フッ素を豊富に含むナノドロップレットがボロシリケートガラス基材内に均一に分散する。
ステップ C: 冷却された成形品は、結晶化前の完全な非晶質状態で、乳白色のオパール様ガラスに見える。
ステップ D: 鋳造された成形品をアニール処理し、内部の熱応力を除去して、後の熱処理工程における割れを防止する。
2.4制御された熱処理(セラミング)
この工程は 以下のことを目的としている: 制御された結晶化の誘発 ガラス本体内部におけるフルオロフィログロパイト雲母の結晶化。
2.5・成形品の切断および在庫形状加工
セラミング済みの大板を、標準的な半製品在庫(シート、長方形棒、丸棒、円盤)に切断する。 ;商業用供給向けに、平面を均一な寸法規格に研削する ;超音波/目視検査により内部欠陥(亀裂、気泡、結晶化の不均一)を検査し、不良品のブランクは廃棄する。この半製品は、部品メーカーへ送付される原材料である。
3. 主要性能プロファイル
3.1 機械加工性(主要な特徴)
• 標準の高速度鋼またはカーバイド製金属加工工具(旋盤、フライス盤、ドリル、タップ、研削、研磨)で加工可能——基本的な成形には高価なダイヤモンドグラインダーは不要。
• 極めて高精度な寸法 公差±0.013 mmを達成可能。鏡面仕上げでは、表面粗さRa < 0.013 μmとなる。
• 細かい形状への対応が可能:M1.2の微小な内ねじ、薄肉部、クラックを生じさせない複雑な3次元形状など。
• 焼結技術セラミックスと比較して、迅速な試作および少量ロット生産コストが低い。
3.2 熱性
• 連続使用温度:800 °C;短時間のピーク温度耐性:1000 °C。
• 優れた耐熱衝撃性:高温作業温度から室温への急冷にも耐えられる 速冷 高温作業温度から室温への急冷にも耐えられる。
• 低い熱伝導率で、高温用の効果的な断熱バリアとして機能。
• 調整可能な低熱膨張係数(CTE)により、一般的な金属および光学ガラスとのろう付け/シーリングに適合。
3.3 電気隔熱
• 広範囲の温度および周波数領域において、極めて高い体積抵抗率(常温で10¹⁴~10¹⁵ Ω・cm)。
•高い絶縁強度 (約45 kV/mm)および極めて低い誘電損失で、高電圧・高周波電子絶縁用途に最適。
• ポリマーが劣化する高温環境でも絶縁性能が安定して維持される。
3.4 化学的・真空環境への適合性
• ほとんどの酸に対して耐性があります。 アルカリ、有機溶剤、油類に対しても優れた耐薬品性を示すが、フッ化水素酸および溶融アルカリ金属に対しては脆弱。
ベーキング後の極めて低い脱気率と、閉じ込められた気泡の完全な欠如により、半導体および光学機器向けの超高真空(UHV)チャンバーと完全に互換性がある。
• X線、ガンマ線、粒子線照射下でも放射線安定性を有し、原子力および航空宇宙環境に適しています。
3.5 機械的特性および安全性
• 高い圧縮強度(約3450 MPa)、中程度の引張強度(約345 MPa);雲母積層材は亀裂の進行を抑制し、靭性を向上させます。
• 挥発性有機物を含まない無毒な清浄な無機材料です。
• 加工時に生じる粉塵は軽度の刺激性を示すため、標準的な換気対策が必要です。
4. 主な制限事項
• 800 °Cを超える温度への長期暴露には適していません。
• フッ化水素酸によるエッチングを受けやすくなります。
• 硬度および耐摩耗性が低い ため、強い摩耗を伴う用途ではアルミナや炭化ケイ素セラミックスより不適です。
5. 主な産業用途
5.1. 真空・半導体分野:超高真空(UHV)チャンバー用治具、フィードスルー絶縁体、熱間隔材、ウエハー搬送部品。
5.2. 航空宇宙・宇宙船:人工衛星センサーサポート、シャトル用断熱ブラケット、放射線耐性構造部品。
5.3. 高電圧電子機器:コイルフォーマー、電源絶縁体、レーザー共振腔スペーサー。
5.4. 光学機器・精密計測機器:光学ベンチベース、ミラーマウント、計測用フィクスチャ。
5.5. 医療・原子力分野:放射線試験ブロック、非汚染性の高精度実験用ジグ、放射線遮蔽用フィクスチャ。
6. 材料の位置決め
機械加工可能なガラスセラミックは プラスチック、金属、焼結セラミックの間にある独自の性能ギャップを埋める材料であり、 セラミック並みの熱的/ 電気的安定性を維持しつつ、軟質金属と同様に迅速かつ低コストで機械加工が可能であるため、高温・真空・高電圧といった過酷環境下で使用されるカスタム製および少量~中量生産の精密部品に最適な材料です。
| 機械加工可能なガラスセラミック | ||
| 特性内容 | 特性指標 | 指示 |
| 密度 | 2.6g/cm³ | |
| 見かけの気孔率 | 0.069% | |
| 水吸収 | 0 | |
| 硬度 | 4~5 | モース硬度 |
| 色 | 白 | |
| 熱膨張係数 | 72×10⁻⁷ /℃ | -50℃から200 ℃平均 |
| 熱伝導性 | 1.71W/m·k | 25℃ |
| 長期使用温度 | 800℃ | |
| 曲げ強度 | >108MPa | |
| 圧縮強度 | >508MPa | |
| 衝撃靭性 | >2.56KJ/m² | |
| 弾性模数 | 65GPa | |
| 誘電損失 | 1~4×10⁻³ | 室温 |
| 誘電率 | 6~7 | " |
| 穿刺強度 | >40KV/mm | サンプル厚さ1mm |
| 体積抵抗 | 1.08×10¹⁶Ω·cm | 25℃ |
| 1.5×10¹²Ω·cm | 200℃ | |
| 1.1×10⁹Ω·cm | 500℃ | |
| 常温ガス効率 | 8.8×10⁻⁹ml/s·cm² | 真空焼付け 8時間 |
| ヘリウム透過率 | 1×10⁻¹⁰ml/s | 500℃焼成、冷却 |
| 5%HC1 | 0.26mg/cm² | 95℃,24時間 |
| 5%HF | 83mg/cm² | " |
| 50%Na₂CO₃ | 0.012mg/cm² | " |
| 5%NaOH | 0.85mg/cm² | " |
開発の歴史

特許と認証

パッケージ

サービス
よくあるご質問

フロストドクォーツガラスフランジ(シールまたはコンポーネント接続用)
自動車産業用高硬度絶縁窒化ケイ素セラミックプレート
安定した吸収・揮発性を備えた多孔質セラミックインサート 霧化コア

スマート再利用可能な家庭用オゾン消毒空気清浄機 10g オゾン発生器マシン


