
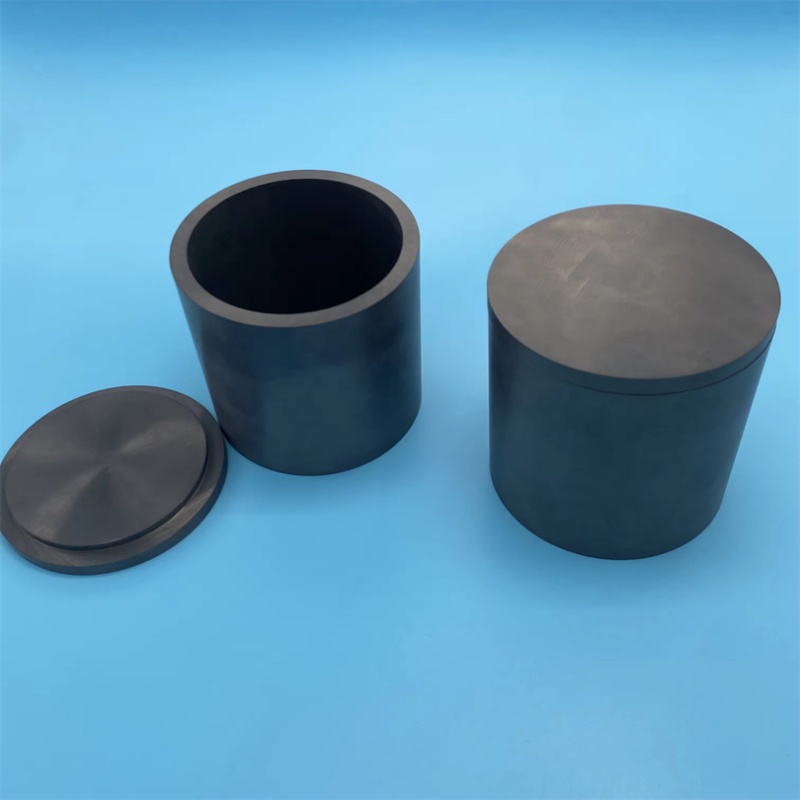
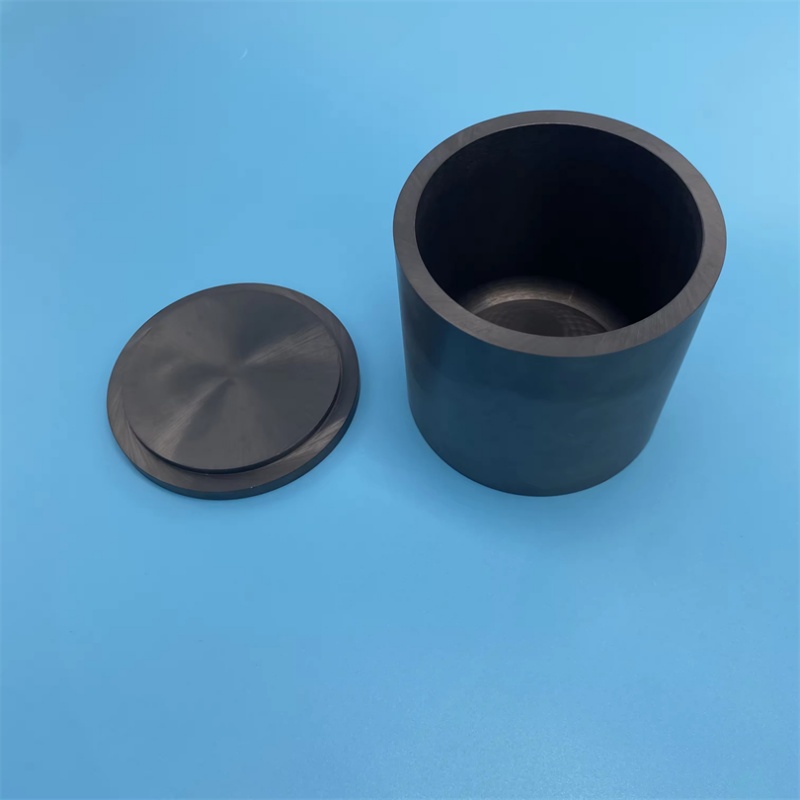
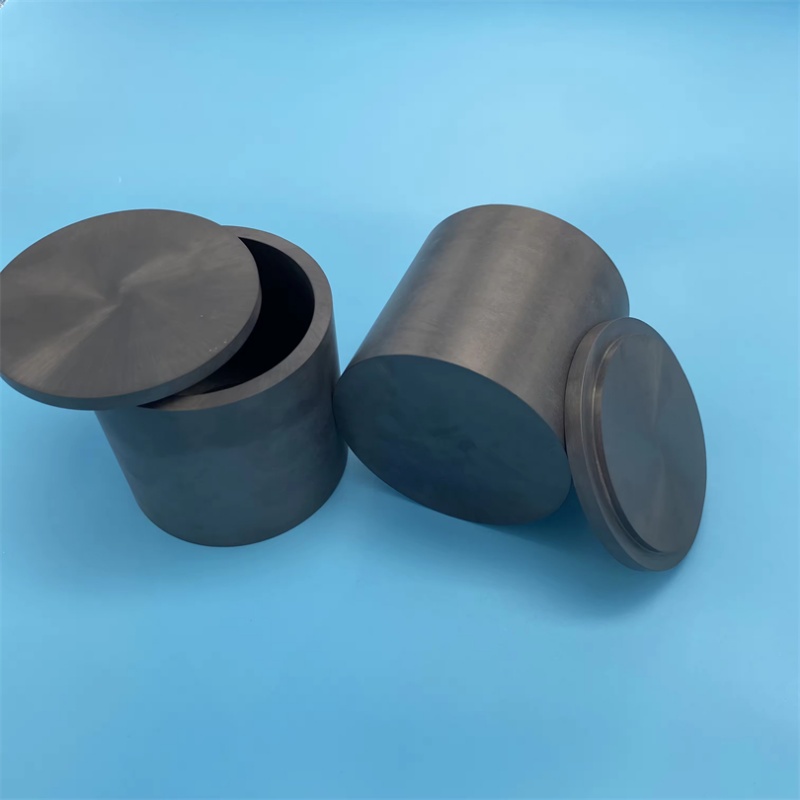
標準仕様:円筒形るつぼ(対応する蓋付き)およびテーパー状注入口付きるつぼ Si3N4 蓋付き円筒形るつぼ、テーパー状注入口付きるつぼ
カスタム仕様:矩形、T字形、特殊注出口、段付き内腔、多孔式るつぼ
5mL~20L:マイクロ実験用るつぼ(5/10/20/50mL)、小規模宝飾用るつぼ(100~1000mL)、産業用大型溶解炉(2L~20L)
お客様の図面に基づく、内径/外径、壁厚、高さ、縁高さ、ねじ穴、位置決めステップのカスタマイズ
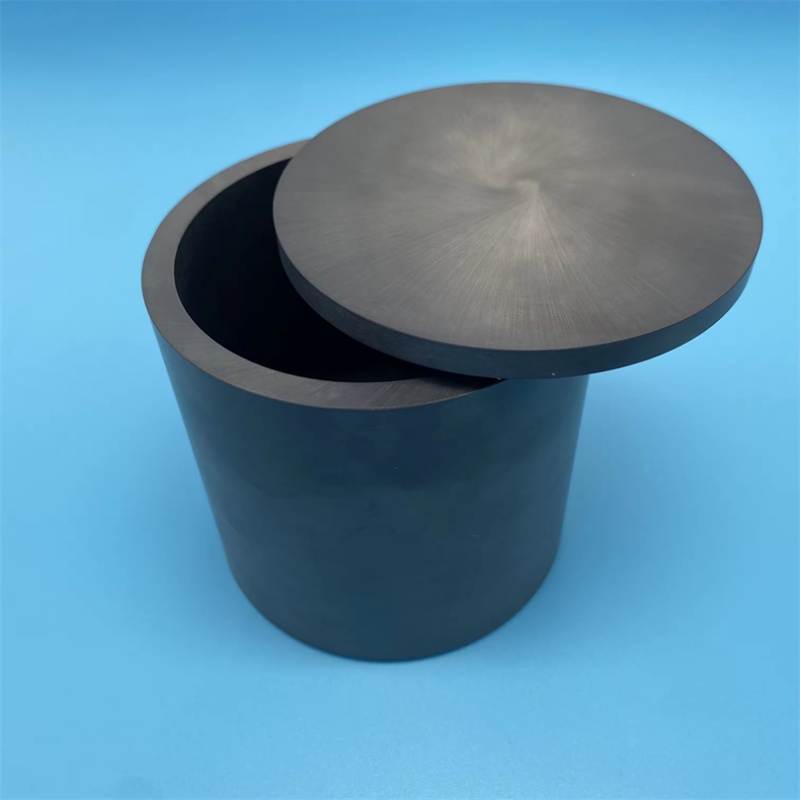
高光沢ミラー仕上げ(最大の離型効果を実現)
CVD法SiCコーティング(連続大量生産に対応し、さらに寿命を延長)
マットな微研磨仕上げ(低コストの実験室用途向け)
製品詳細
窒化ケイ素るつぼは、窒化ケイ素(Si3N4)粉末から焼結された高性能構造セラミック製の容器です。 高純度 窒化ケイ素(Si3N4)粉末から Si3N4 )を原料とします。製造工程では、完全緻密化、高い靭性および優れた耐熱性を実現するために、少量の希土類酸化物系焼結助剤が添加されます。 完全緻密化、 高い靭性および優れた耐熱性を実現するために、少量の希土類酸化物系焼結助剤が添加されます。アルミナ、石英、グラファイト製の一般的なるつぼとは異なり、 S Si3N4 このセラミックは共有結合の結晶構造を有しており、高温・機械的・化学的耐性という特有の優れた特性を発揮します。そのため、高品質が求められる溶融・焼結・分析試験などの分野で広く採用されています。
窒化ケイ素は極めて低い熱膨張係数を有しており、高温炉から冷却プラットフォームへと急激な温度変化を繰り返しても亀裂が生じず、アルミナやジルコニア製るつぼが加熱・冷却サイクルを繰り返すと容易に破損するという最大の欠点を解決します。長期使用温度:大気中では最大1400°C、真空または不活性ガス雰囲気下では最大1600°C。金、銀、白金、パラジウムおよびほとんどの耐熱合金の融点を完全にカバーします。
高い曲げ強度および破壊靭性を有し、溶融金属による浸食や注湯時の衝撃に対しても欠けたり、ひび割れたり、変形したりしにくいです。緻密で無孔質な構造により、溶融金属がるつぼ壁内に浸透することを防ぎ、材料ロスおよびクロスコンタミネーションを回避します。
Si₃N₄は溶融貴金属、非鉄金属、ほとんどの溶融塩および一般的な酸(硝酸、塩酸、王水)とほとんど反応しません。
グラファイトるつぼと異なり、カーボン汚染がありません。
白金族金属と化学反応を起こさない(高純度アルミナるつぼとは異なり)
高温下での酸化抵抗性が黒鉛よりもはるかに優れている
鏡面仕上げの内面により、液体の金、銀、白金などの貴金属を反発する。注出後の壁面への金属残留がほぼなく、金属回収率が大幅に向上し、製造ロスが低減される。
直円筒形るつぼ(オプションで対応蓋あり)
鋳塊製造に便利な注出口付きテーパー形るつぼ
特殊形状ポット:矩形、段付き内腔、多腔一体型るつぼなど
容量範囲:5 mLの小型実験用るつぼ~20 Lの産業用大型溶解ポットまで;お客様の図面に基づき、内径・外径・壁厚・高さ・位置決めステップ・取付穴などをカスタマイズ可能;表面処理オプション:マット研磨、高光沢鏡面仕上げ、耐腐食性SiCコーティング(寿命延長対応)
Si3N4 すべての貴金属およびその合金に対して化学的に不活性であり、溶融金/銀/白金にシリコン/窒素元素が溶出することはありません。
カーボン汚染なし(対:黒鉛るつぼ——黒鉛が貴金属に炭素を溶出させ、純度を低下させる)
アルミナ不純物の浸入なし(対:99%アルミナるつぼ——高温プラチナ合金と反応する)
貴金属精錬および酸浸出工程において、王水、硝酸、塩酸に耐える
使用寿命は ジルコニアるつぼの5~8倍、黒鉛るつぼの4~6倍 宝飾品鋳造、地金製錬、実験室試料分析などにおいて、1日に数百回の急加熱・急冷却サイクルに耐え、亀裂が生じません。
従来の石英るつぼは急激な温度変化でひび割れしやすく、アルミナるつぼは金属による衝撃で欠けやすい。一方、Si₃N₄製なら高温炉から冷却台へ直接移動しても破損しません。
ノンスティック加工された鏡面仕上げの内面により、注ぎ出し後に金・銀がほとんど残らず、1回の溶解ごとの貴金属ロス率は0.01%未満に低減されます。
金(Au)、銀(Ag)、白金(Pt)、パラジウム(Pd)、ロジウム(Rh)、イリジウム(Ir)、金白金合金、カラット金合金、スターリングシルバー、白金宝飾用母合金
宝飾工場:金・白金鋳造用ブランクの真空高周波溶解
地金精錬所:貴金属インゴットの大規模一括溶解
貴金属リサイクル:廃宝飾品、電子機器廃棄物からの金・銀の回収溶解
分析実験室:灰吹法分析、高純度貴金属試料の前処理
歯科用合金の溶融:白金・パラジウム系歯科鋳造用合金
6.1 ドライプレス/等静圧プレスにより、均一な密度を持つ素形材を成形
6.2 窒素雰囲気下で1700–1900℃の高温ガス圧焼結
6.3 高精度CNC機械加工および内・外壁のポリッシュ処理により、滑らかで離型性に優れた表面を実現
6.4 ご要望に応じたカスタム形状加工、穴開け、コーティング処理
加熱速度:初回3回の使用時は、微細構造の安定化のため、昇温速度を≤10℃/分以内とすること
フッ化水素酸(HF)との直接接触を避けること(腐食させる唯一の化学薬品) Si3N4 )
溶融後は、まず自然冷却を行い、その後水冷する。これによりさらに寿命を延ばすことができる
希硝酸で内壁を洗浄し、微量の残留貴金属粒子を除去します
乾燥した環境に保管してください 長期間の湿気による腐食を防ぐため
仕様
| アイテム | ガス圧焼結 | ホットプレス焼結 | 反応焼結 | 無圧焼結法 |
| ロックウェル硬度 (HRA) | ≥75 | - | > 80 | 91-92 |
| 体積密度(g/cm3) | 3.25 | > 3.25 | 1.8-2.7 | 3.0-3.2 |
| 誘電率 (εr20℃, 1MHz) | - | 8.0(1MHz) | - | - |
| 体積固有抵抗(Ω・cm) | 10¹⁴ | 10⁸ | - | - |
| 破断靭性 (Mpa m1/2) | 6-9 | 6-8 | 2.8 | 5-6 |
| 弾性係数 (GPa) | 300-320 | 300-320 | 160-200 | 290-320 |
| 熱膨張係数 (m/K *10⁻⁶/℃) | 3.1-3.3 | 3.4 | 2.53 | 600 |
| 熱伝導性 (w/mk) | 15-20 | 34 | 15 | - |
| ワイブルモジュラス (m) | 12-15 | 15-20 | 15-20 | 10-18 |
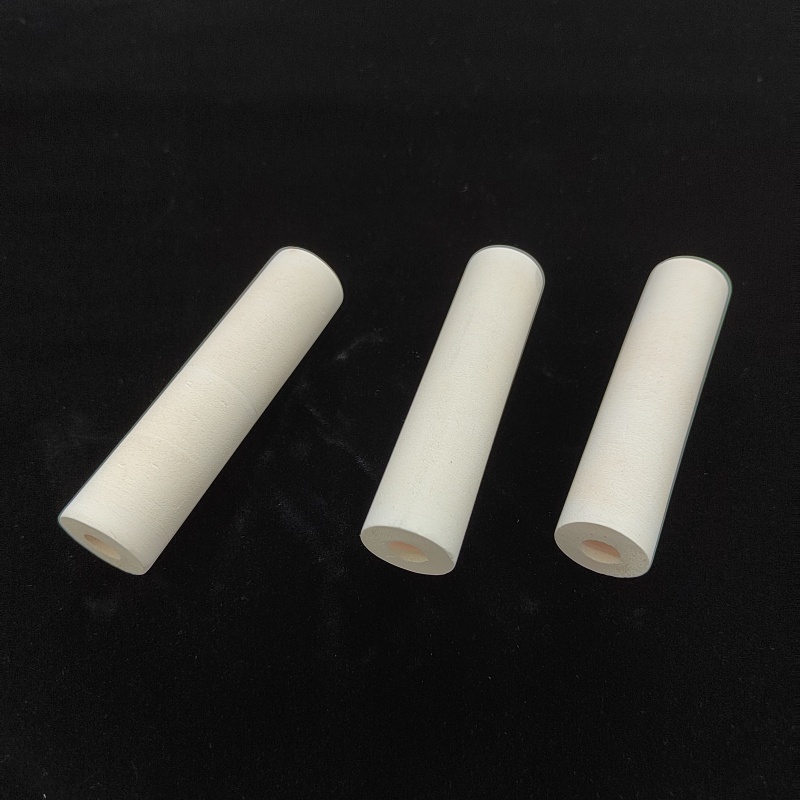
ボイラー粉塵除去・廃水処理用 マイクロポーラスセラミックフィルタチューブ(空隙率40%)
熱伝導性ヒートシンク用AlN窒化アルミニウムセラミック基板シート

青色フィルム付きオゾン発生器用セラミックプレート 空気殺菌・浄化部品

アロマセラピー用エッセンシャルオイル専用カスタマイズPETロッドファイバー綿芯



