Quartz şüşə boruların istehsal prosesi və iş axını
Quartz borular əsasən birləşmiş quartzdan (amorf silisium dioksid) hazırlanır. Davamlı uzunluqda quartz borusu istehsal etmək üçün ən irəliləmiş və ümumi sənaye metodu Davamlı Ərimə və Çəkmə Üsuludur.
Bütün iş axını iki əsas mərhələyə bölünə bilər:
Mərhələ 1: Davamlı Ərimə & Boru Çəkmə (Əsas Proses)
Bu, xammalın davamlı quartz boruya çevrildiyi kritik mərhələdir.
- Materiallar: Yüksək təmizlikli təbii quartz qumu və ya sintetik quartz qranulları (flanq birləşmə prosesindən alınan). Təmizlik dərəcəsi sonradan tətbiq sahəsinə əsasən seçilir (məsələn, optik, yarımkeçirici).
- Emal: Xammal metall ionlarını, tozu və nəmliyi aradan qaldırmaq üçün ciddi təmizləmədən, turşuda lixivasiyadan və qurutmadan keçir.
- Təmizlənmiş quartz materialı xüsusi şaquli davamlı ərimə sobasına davamlı olaraq verilir.
- Kiln otağı adətən odadavamlı metallardan (məsələn, molibden) və ya qrafitdən hazırlanır və oksidləşməni və çirklənməni qarşısını almaq üçün qoruyucu mühitdə (məsələn, helium, azot) saxlanılır.
- Yüksək temperatur (təxminən 2000 °C) qrafit və ya volfram elektrodları vasitəsilə yaradılır və sobanın yuxarı hissəsində xammalın bərabər, qabarcıqsız kvarts əriyiyi əmələ gətirməsi üçün əridilir.
- Forma verilməsi və Boru Çəkilməsi
- Əriyik halında olan kvarts sobanın dibinə doğru aşağı axır və dəqiq forma verən kalıp və ya mandrel vasitəsilə keçir.
- Bu kalıp borunun son xarici diametrini və divar qalınlığını müəyyən edir. Adətən bu, yüksək temperaturda işləməyə uyğun, koncentrik qrafit formalı moldur.
- Əriyiyin temperaturu, özlülüyü, çəkilmə sürəti və daxili qaz təzyiqi dəqiq nəzarət altında saxlanmaqla yumşalmış kvarts şüşə sabit ölçülərdə davamlı boruya çəkilir.
- Yeni əmələ gəlmiş kvarts şüşə boruda bərabərsiz soyuma səbəbiylə böyük daxili termiki gərginlik olur ki, bu da onu son dərəcə qırılgan hala salır.
- Çəkilib alınmış boru dərhal ardıcıllıqda yerləşdirilmiş temperləmə peçinə (leyer) daxil olur. Bu peç, borunun kritik temperatur aralığında (məsələn, 1100 °C-dən 800 °C-ə qədər) tədricən soyumasına imkan verən, yavaş və dəqiq nəzarət olunan soyuma zonası yaradır.
- Məqsəd: Qurğuşun borunun mexaniki xüsusiyyətlərini sabitləşdirmək və sonrakı emal zamanı və ya istifadə zamanı çatlamasının qarşısını almaq üçün daxili gərginliyi qalıcı şəkildə aradan qaldırmaqdır.
- Davamlı boru standart uzunluğa kəsilir.
- Kövrəklər, daxili qovuxmalar, xətlər kimi görünən nasazlıqlar üzrə ilkin yoxlama aparılır və həmçinin ölçülər üzrə toleranslar (xarici diametr və divar qalınlığı) yoxlanılır.
Mərhələ 2: İkinci Emal (Son İstifadə üçün Fərdiləşdirmə)
Yarımhasil borular müştəri tələblərinə uyğun müxtəlif son emal proseslərindən keçir.
- Kəsmə və Uçların İşlənməsi
- Kəsilmə: Qurudaş şüşə borular, dağılma və ya çatlamadan təmiz, düzgün uclar əldə etmək üçün xüsusi qurudaş kəsici alətlərdən (məsələn, almaz kəsici dəzgahlardan və ya lazer kəsicilərdən) istifadə edərək müştəri tələblərinə uyğun uzunluqlarda kəsilir.
- Fasetteləmə/Ləkələmə: Kəsilmiş uclar, gərginliyin toplanmasını mane etmək və işçinin təhlükəsizliyini təmin etmək üçün hamar, yuvarlaqlaşdırılmış səthə malik olacaq şəkildə cilalanır.
- Yüksək təmizlikdə su, turşu məhlulları (məs., HF/HNO ₃ qarışığı) və həlledicilərdən istifadə edərək kəsmə və emal zamanı bura keçən bütün çirkləndiricilərin çıxarılması üçün ətraflı təmizlik prosesi tətbiq olunur.
- İstilik Emalı (Alovla Cilalama)
- Məqsəd: Yüksək təmizlik və hamar daxili səth tələb edən tətbiqlər üçün (məs., yarımkeçirici sənayesi) borunun ucları və ya tam daxili səthi alovla cilalama prosesindən keçirilə bilər.
- Metod: Qurudaş şüşə borunun səthi hidrogen-oksigen şamı və ya plazma arki ilə ancaq yumşalma temperaturuna qədər qızdırılır. Səthin gərginliyi ərimiş təbəqənin tamamilə hamar və sıxılmış olmasını təmin edir, mikro çatların aradan qaldırılmasını, səth pürüzünün azaldılmasını və səthdəki qeyri-saf maddələrin buxarlanmasını təmin edir.
- Nəticə: Odla parlatılmış kvartş şüşə boru daha yüksək mexaniki möhkəmliyə və şüşələşməyə qarşı artırılmış müqavimətə malikdir.
- Termal Əyilmə: Fərdi formalar üçün kvartş şüşə borunun bir hissəsi yumşalana qədər yerli olaraq qızdırılır, sonra forma və ya kalıbın üzərində əyilir.
- Uçların Bükülməsi: Kvartş şüşə borunun sonları yüksək temperaturlu məşal ilə əridilərək bağlanır ki, bu da kvartş ampullər, qılıflar və ya digər qapalı konteynerlər yaratsın.
Kvartş şüşə borunun üstünlükləri
-
Kvartş şüşə boru korroziyaya müqavimət
Xidrofluor turşusundan başqa, kvartş şüşə kimyəvi emal üçün digər turşularla təxminən reaksiyaya girmir və onun turşuya müqaviməti keramik turşuya müqavimətindən 30 dəfə, paslanmayan poladdan isə 150 dəfə çoxdur.
- Yüksək elektrik izolyasiya xüsusiyyəti
Kvartş şüşə borunun müqavimət qiyməti adi şüşənin müqavimətinin 10 000 qatına bərabərdir. Bu, yüksək temperaturda belə yaxşı elektrik xassələrini saxlayan əlad elektrik izolyasiya materialıdır.
- Yüksək temperaturdaya davamlılıq
Kvars şüşə boruların yüksək temperatur mühitində iş performansını və struktur sabitliyini saxlama qabiliyyəti
Tətbiq sahələri
Kvars şüşə boru əsasən elektrik işığı mənbəyi, elektrik (elektrik), yarımkeçirici, optik rabitə, hərbi sənaye, metallurgiya, tikinti materialları, kimya sənayesi, maşınqayırma, elektrik enerjisi, ekologiya və digər sahələrdə istifadə olunur.
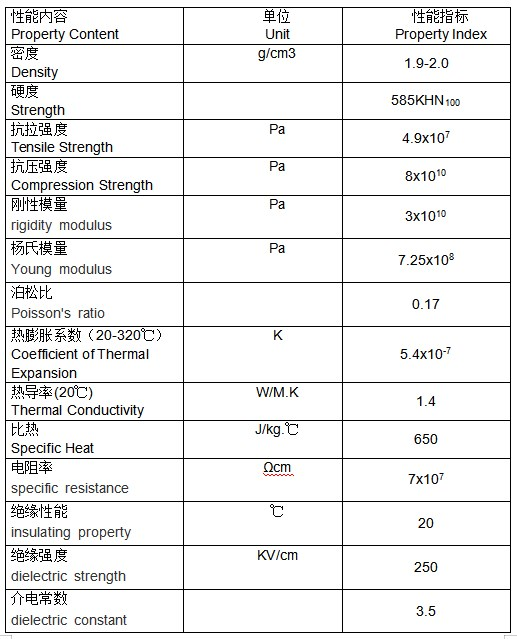
Mat qovuş şüşə borusunun texniki məlumatları