Produktionsproces og arbejdsgang for kvartsglørrør
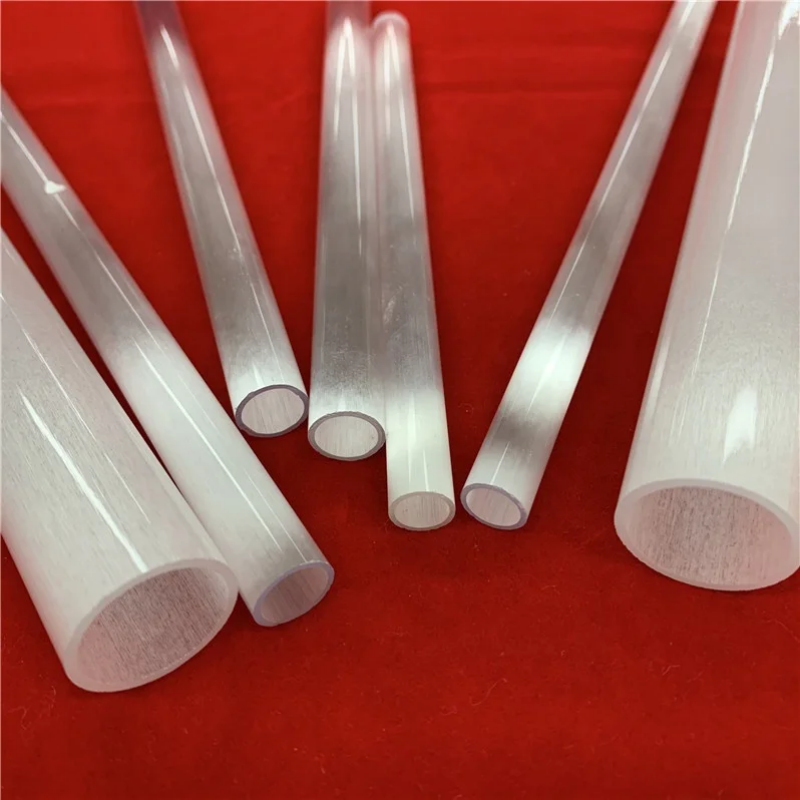
Kvartsrør fremstilles hovedsageligt af smeltet kvarts (amorf siliciumdioxid). Den mest avancerede og almindelige industrielle metode til produktion af kontinuerlige længder af kvartsrør er den kontinuerte smeltning og trækningsproces.
Hele arbejdsgangen kan opdeles i to hovedtrin:
Trin 1: Kontinuert smeltning og rørtrækning (kerneprocessen)
Dette er det afgørende trin, hvor råmaterialer omdannes til et kontinuerligt kvartsrør.
- Materialer: Højkvalitets naturligt kvartsand eller syntetiske kvartsgranulater (fra en flammefusionsproces). Renhedsgraden vælges ud fra den endelige anvendelse (f.eks. optisk, halvleder).
- Forarbejdning: Råmaterialerne gennemgår omhyggelig rengøring, syreudvaskning og tørring for at fjerne metalliske ioner, støv og fugt.
- Kontinuert tilførsel og smeltning
- Det rensede kvartsmateriale føres kontinuerligt ind i en speciel vertikal kontinuert smelteovn.
- Ovnkammeret er typisk lavet af ildfaste metaller (f.eks. molybdæn) eller grafit og holdes under en beskyttende atmosfære (f.eks. helium, nitrogen) for at forhindre oxidation og forurening.
- Høje temperaturer (cirka 2000 °C) genereres via grafit- eller wolfram elektroder, hvilket smelter råmaterialet i den øvre del af ovnen og danner et homogent, boblefrit kvarts-smelt.
- Formning & Trækning af rør
- Det smeltede kvarts løber nedad mod bunden af ovnen og gennem en præcisionsformningsdåse eller mandrel.
- Denne dåse bestemmer det endelige ydre diameter og vægtykkelse af røret. Den er typisk en koncentrisk højtemperatur grafittform.
- Ved nøjagtigt at regulere smeltetemperatur, viskositet, trækhastighed og indvendig gastryk, trækkes det blødgjorte kvartsglas opad eller nedad til et kontinuert rør med stabile dimensioner.
- Det nydannede kvartsglasrør indeholder betydelig intern termisk spænding på grund af ujævn afkøling, hvilket gør det yderst skrøbeligt.
- Den trukkede rør passerer straks gennem en inline glødefurnace (en glødeovn). Denne ovn sikrer en langsom og præcist kontrolleret afkølingszone, så røret gradvist kan afkøles gennem et kritisk temperaturområde (f.eks. 1100 °C til 800 °C).
- Formål: At permanent fjerne indre spændinger, hvilket stabiliserer de mekaniske egenskaber for kvartsrøret og forhindre, at det revner under senere håndtering eller brug.
- Skæring og foreløbig inspektion
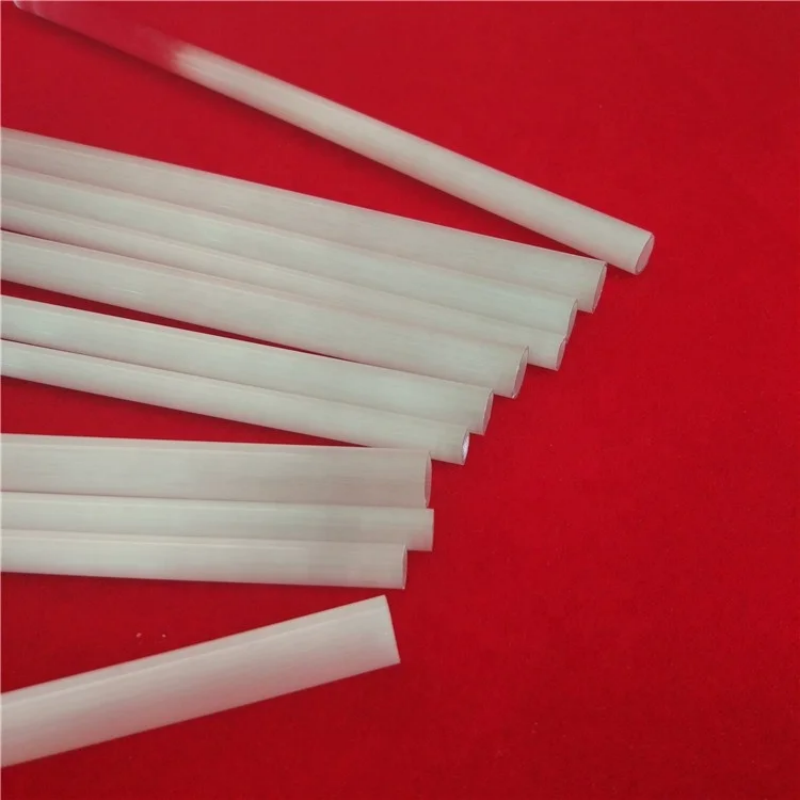
- Det kontinuerlige rør skæres til standardlængder.
- En foreløbig inspektion udføres for synlige defekter som blærer, inneslutninger, ridser, samt kontrol af dimensionelle tolerancer (ydre diameter og vægtykkelse).
Trin 2: Sekundær bearbejdning (tilpasning til slutbrug)
De halvfærdige rør gennemgår forskellige efterbearbejdningsprocesser, der er tilpasset kundens specifikationer.
- Skæring og endebearbejdning
- Skræring: Kvartsglasmål skæres til brugerdefinerede længder ved hjælp af dedikerede kvarts-savse (f.eks. diamantskiver eller lasersavse) for at sikre rene, lige ender uden sprækker.
- Fasning/afskærmning: De skårne ender slibes til et glat, afrundet finish for at forhindre spændingskoncentration og sikre operatørens sikkerhed.
- En grundig rengøringsproces anvendes med ultrarent vand, syreløsninger (f.eks. HF/HNO 3 blanding) og opløsningsmidler for at fjerne alle forureninger, der er blevet indført under skæring og håndtering.
- Varmebehandling (ildpolering)
- Formål: Til applikationer, der kræver høj renhed og glatte indersider (f.eks. halvlederindustrien), kan rørets ender eller hele indersiden udsættes for ildpolering.
- Metode: Overfladen på kvartsglasmålet opvarmes øjeblikkeligt til sin blødgøringstemperatur ved hjælp af en brint-syret flamme eller plasmabue. Overfladespændingen får det smeltede lag til at blive perfekt glat og tæt, hvilket eliminerer mikrorevner, reducerer overfladeruhed og fjerner overfladeurenheder.
- Resultat: Brandpolerede kvartsglasrør udviser højere mekanisk styrke og øget modstand mod devitrifikation.
- Termisk bøjning: For brugerdefinerede former opvarmes et afsnit af kvartsglasrøret lokalt, indtil det bliver blødt, og derefter bøjes det over en form eller skabelon.
- Endeforsegling: Enden(e) af kvartsglasrøret smeltes og lukkes ved hjælp af en flammekaster med høj temperatur for at fremstille kvartsampuller, sleeves eller andre lukkede beholdere.
Fordele ved kvartsglasrør
-
Kvartsglasrør er c korrosionsbestandighed
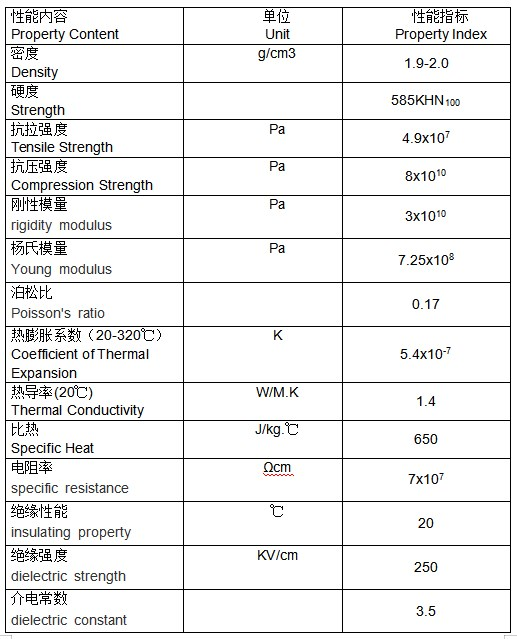
Udover fluoridinsyre reagerer kvartsglas næsten ikke med andre syrer under kemisk behandling, og dets syrebæstændighed er 30 gange højere end keramik og 150 gange højere end rustfrit stål.
- Udmærket elektrisk isolationsydelse
Modstandsværdien for kvartsglasrør svarer til 10.000 gange mere end almindeligt glas. Det er et fremragende elektrisk isoleringsmateriale og bevarer gode elektriske egenskaber selv ved høje temperaturer
Evnen for kvartsglastubers til at bevare deres ydeevne og strukturelle stabilitet i høje temperaturmiljøer
Anvendelsesområder
Kvartsglastubers anvendes primært inden for elektrisk belysning, elektrik (elektrisk), halvledere, optisk kommunikation, militær, metallurgi, byggematerialer, kemisk industri, maskiner, elproduktion, miljøbeskyttelse og andre områder.
Tekniske data for matt kvartsglasrør