Kvērtsglass cauruļu ražošanas process un darba gaita
Kvērtsglass caurules galvenokārt izgatavo no kausēta kvērtsglāza (amorfa silīcija dioksīda). Modernākais un visizplatītākais rūpnieciskais paņēmiens nepārtraiktu kvērtsglāsa cauruļu ražošanai ir nepārtrauktā kausēšanas un vilkšanas process.
Visa darbplūsma var tikt sadalīta divos galvenos posmos:
Posms 1: Nepārtraukta kausēšana un caurules vilkšana (galvenais process)
Šis ir būtisks posms, kurā izejvielas tiek pārveidotas par nepārtrauktu kvērtsglāsa cauruli.
- Siltuma materiālu sagatavošana
- Materiāli: Augstas tīrības pakāpes dabiskais kvērtssmiltis vai sintētiski kvērtspastilas graudiņi (no liesmas fūzijas procesa). Tīrības klase tiek izvēlēta atkarībā no gala pielietojuma (piemēram, optika, pusvadītāji).
- Apstrāde: Izejvielām tiek veikta rūpīga tīrīšana, skābes izmazgāšana un žāvēšana, lai noņemtu metālu jonus, putekļus un mitrumu.
- Nepārtraukta barošana un kausēšana
- Attīrīts kvērtsglāzs tiek nepārtraukti padots speciālā vertikālā nepārtrauktās kausēšanas krāsnī.
- Krāsns kamera parasti izgatavota no ugunsizturīgiem metāliem (piemēram, molibdēna) vai grafīta un tiek uzturēta aizsargatmosfērā (piemēram, hēlija, slāpekļa), lai novērstu oksidāciju un piesārņojumu.
- Augstas temperatūras (aptuveni 2000 °C) tiek radītas, izmantojot grafīta vai volframa elektrodus, kuros izejviela krāsns augšdaļā tiek izkausēta, veidojot viendabīgu, burbuļu brīvu kvartsasilīcija kausējumu.
- Formēšana un cauruļu velmēšana
- Kvartsasilīcija kausējums plūst uz leju krāsns apakšdaļā un caur precīzu formēšanas sprauslu vai mandreli.
- Šī sprausla nosaka caurules galīgo ārējo diametru un sieniņu biezumu. Parasti tā ir koncentriskas formas augstas temperatūras grafīta forma.
- Precīzi kontrolējot kausējuma temperatūru, viskozitāti, velmēšanas ātrumu un iekšējo gāzes spiedienu, mīkstināto kvartstiklu "velmē" uz augšu vai uz leju nepārtrauktā caurulē ar stabilām dimensijām.
- Nesen izveidotajā kvartstikla caurulē ir ievērojamas iekšējās termiskās saspīlētības, kas rodas dēļ nevienmērīgas atdzišanas, tādējādi padarot to ārkārtīgi trauslu.
- Ievilktais caurulis uzreiz tiek ievadīts līnijas veidā novietotā atkausēšanas krāsnī (lehrs). Šī krāsns nodrošina lēnu un precīzi kontrolējamu atdzišanas zonu, ļaujot caurulim pakāpeniski atdzist kritiskā temperatūras diapazonā (piemēram, no 1100 °C līdz 800 °C).
- Mērķis: Pastāvīgi novērst iekšējos saspriegumus, tādējādi stabilizējot kvērtstikla caurules mehāniskās īpašības un novēršot plaisāšanu turpmākās apstrādes vai lietošanas laikā.
- Griešana un pirmējā pārbaude
- Nepārtrauktais caurulis tiek sagriezts standarta garumos.
- Tiek veikta pirmējā pārbaude redzamiem defektiem, piemēram, burbuļiem, ieslēgumiem, skrāpējumiem, kā arī tiek pārbaudīti izmēru pieļāvumi (ārējais diametrs un sieniņas biezums).
Posms 2: Sekundārā apstrāde (pielāgošana galveno lietojumu vajadzībām)
Pusfabrikāta cauruli apstrādā dažādos pabeigšanas procesos, kas pielāgoti klienta specifikācijām.
- Griešana un galiem apdarināšana
- Griešana: kvēcošā stikla caurules tiek nogrieztas vajadzīgā garumā, izmantojot speciālus kvēcošā stikla griešanas rīkus (piemēram, dimanta disks vai lāzergriezējs), lai nodrošinātu tīrus, perpendikulārus galus bez šķembām.
- Fasonēšana/nolaišana: nogrieztie gali tiek noslīpēti gludā, apaļā formā, lai novērstu sprieguma koncentrāciju un nodrošinātu lietotāja drošību.
- Tiek veikts rūpīgs tīrīšanas process, izmantojot augstas tīrības pakāpes ūdeni, skābju šķīdumus (piemēram, HF/HNO ₃ maisījumu) un šķīdinātājus, lai noņemtu visas piesārņojošās vielas, kas radušās griešanas un apstrādes laikā.
- Termiskā apstrāde (uguns polierēšana)
- Mērķis: pielietojumiem, kuros nepieciešama augsta tīrība un gludas iekšējās virsmas (piemēram, pusvadītāju rūpniecībā), caurules gali vai visa iekšējā virsma var tikt pakļauta uguns polierēšanai.
- Metode: kvēcošā stikla caurules virsma uz īsu brīdi tiek sasildīta līdz mīkstināšanās temperatūrai, izmantojot ūdeņraža-un-skābekļa degļa vai plazmas loka palīdzību. Virsmas spraudzēšanās dēļ kausētā kārta kļūst ideāli gluda un noslēgta, eliminējot mikroplaisas, samazinot virsmas raupjumu un iztvaicējot virsmas piemaisījumus.
- Rezultāts: Uguns polierts kvarts stikla caurules izturība pret mehāniskiem iedarbījumiem un palielināta pretestība devitrifikācijai.
- Liekšana un hermētizēšana
- Termiskā liekšana: pielāgotiem formas veidiem kvarts stikla caurules daļa tiek vietēji sasildīta, līdz kļūst mīksta, un pēc tam noliekti pāri formai vai veidnei.
- Galapunktu hermētizēšana: kvarts stikla caurules galus aizver, izmantojot augstas temperatūras liesmu, lai izveidotu kvarta ampulas, apvalkus vai citus noslēgtus konteinerus.
Kvarts stikla caurules priekšrocības
-
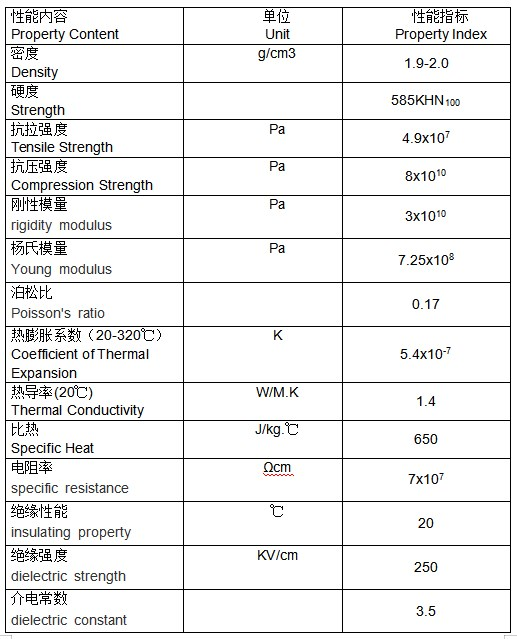
Kvarts stikla caurule ir c orozijas izturība
Papildus fluorūdeņražskābei kvarts stikls gandrīz nereaģē ar citām skābēm ķīmiskajā apstrādē, un tā izturība pret skābi ir 30 reizes lielāka nekā keramikai un 150 reizes lielāka nekā nerūsējošajam tēraudam.
- Izcila elektriskā izolācijas veiktspēja
Kvarts stikla caurules pretestības vērtība ir līdzvērtīga 10 000 reizēm lielākai nekā parastam stiklam. Tā ir lieliska elektriskā izolācijas materiāls un uztur labas elektriskās īpašības pat augstās temperatūrās
- Augsta temperatūras izturība
Kvērtsglasa cauruļu spēja saglabāt savu veiktspēju un strukturālo stabilitāti augstas temperatūras vidē
Lietošanas jomas
Kvērtsglasa cauruli galvenokārt izmanto elektriskajos gaismas avotos, elektrotehnikā (elektriskajās ierīcēs), pusvadītājos, optiskajā sakarē, militārās nozarē, metalurģijā, būvmateriālos, ķīmijas rūpniecībā, mašīnbūvē, elektroenerģētikā, vides aizsardzībā un citās jomās.
Necaurspīdīgas kvērtsglasa caurules tehniskie dati