Kvarcinio stiklo vamzdelių gamybos procesas ir darbo eiga
Kvarciniai vamzdžiai pagaminami iš lydyto kvarco (amorfinio silicio dioksido). Pažangiausias ir dažniausiai naudojamas pramonės metodas tolydžiams kvarcinio vamzdelių ilgiams gaminti yra tolydus lydymas ir temptimas.
Visa darbo eiga gali būti padalinta į dvi pagrindines stadijas:
1 etapas: Tolydus lydymas ir vamzdelio tempimas (pagrindinis procesas)
Tai yra esminė stadija, kurioje žaliavos paverčiamos į tolydų kvarcinį vamzdelį.
- Žaliosios medžiagos paruošimas
- Medžiagos: aukštos grynumo natūralus kvarcinis smėlis arba sintetiniai kvarco granulės (gauti liepsninio lydymo būdu). Grynumo klasė parenkama atsižvelgiant į galutinį taikymą (pvz., optika, puslaidininkiai).
- Apdorojimas: žaliavos kruopščiai valomos, rūgščiuojamos ir džiovinamos, kad būtų pašalinti metalų jonai, dulkių dalelės ir drėgmė.
- Tolydus maitinimas ir lydymas
- Išvalytos kvarcinės medžiagos tolygiai tiekiamos į specialų vertikalų tolydinio lydymo krosnį.
- Krosnelės kamera dažniausiai pagaminta iš ugniai atsparių metalų (pvz., molibdeno) arba grafito ir palaikoma apsauginėje atmosferoje (pvz., helio, azoto), kad būtų išvengta oksidacijos ir užteršimo.
- Aukštos temperatūros (apie 2000 °C) sukuriamos naudojant grafito arba volframo elektrodus, kuriomis virinamas žaliavas krosnelės viršutinėje dalyje, kad susidarytų vientisas, be burbuliukų kvarcinis lydalas.
- Formavimas ir vamzdžių tempimas
- Sulydytas kvarcas teka žemyn į krosnelės apačią ir per tikslų formavimo įvorę arba mandrelį.
- Ši įvorė nustato galutinį vamzdžio išorinį skersmenį ir sienelės storį. Paprastai tai koncentriška aukštos temperatūros grafito forma.
- Tiksliai reguliuojant lydalos temperatūrą, klampumą, tempimo greitį ir vidinį dujų slėgį, suminkštėjęs kvarcinis stiklas „tempiamas“ aukštyn arba žemyn į tolydų vamzdį su stabiliais matmenimis.
- Neseniai suformuotas kvarcinis stiklo vamzdis turi didelį vidinį terminį įtempį dėl nelygaus aušinimo, todėl yra labai trapus.
- Ištrauktas vamzdelis iš karto patenka į tiesiaeigį atlepinimo krosnį (lehą). Ši krosnis užtikrina lėtą ir tiksliai kontroliuojamą aušinimo zoną, leidžiančią vamzdeliui palaipsniui atvėsti per kritinį temperatūros diapazoną (pvz., nuo 1100 °C iki 800 °C).
- Paskirtis: nuolat pašalinti vidinį įtempimą, taip stabilizuojant kvartcinio vamzdelio mechanines savybes ir neleidžiant jam įtrūkti vėlesniais etapais tvarkant ar naudojant.
- Pjovimas ir pirminė apžiūra
- Tolygusis vamzdelis supjaunamas į standartines ilgio atkarpas.
- Atliekama pirminė apžiūra dėl matomų defektų, tokių kaip burbuliukai, įtraukos, brūkšniai, taip pat tikrinami matmenų nuokrypiai (išorinis skersmuo ir sienelės storis).
2 etapas: Antrinė apdorojimo stadija (pritaikymas galutiniam naudojimui)
Puspriegamieji vamzdeliai yra apdorojami įvairiais apdailos procesais, pritaikytais pagal kliento specifikacijas.
- Pjovimas: kvietubo stiklo vamzdžiai supjaustomi į norimus ilgius naudojant specialius kvietubo pjūklus (pvz., deimanto ratelius arba lazerinius pjūklus), kad būtų užtikrintos švarios, stačiakampės galinės sienelės be nugnybimų.
- Frezavimas/Lašelinimas: supjaustytos galinės dalys apdirbamos iki lygaus, suapvalintų kraštų paviršiaus, kad būtų išvengta įtempimo koncentracijos ir užtikrinama operatoriaus sauga.
- Taikomas kruopštus valymo procesas, naudojant aukštos grynumo vandenį, rūgščių tirpalus (pvz., HF/HNO ₃ mišinį) bei tirpiklius, siekiant pašalinti visas teršiančias medžiagas, patekusias per pjovimą ir rankinį tvarkymą.
- Šiluminis apdorojimas (ugninis poliravimas)
- Paskirtis: taikymams, reikalaujantiems didelio grynumo ir lygių vidinių paviršių (pvz., puslaidininkių pramonėje), vamzdžio galai arba visas vidinis paviršius gali būti apdorojami ugniniu poliravimu.
- Būdas: kvietubo stiklo vamzdžio paviršius trumpam pašildomas iki minkštėjimo taško naudojant vandenilio-deginių degiklį arba plazmos lanką. Paviršiaus įtemptis verčia susidariusią lydalą tapti visiškai lygiu ir užsandarintu, pašalinant mikroįtrūkimus, sumažinant paviršiaus šiurkštumą ir pašalinant paviršiaus priemaišas.
- Rezultatas: Ugniai poliruota kvartcinio stiklo vamzdžio mechaninė stipris yra didesnė, o atsparumas devitrifikacijai – padidėjęs.
- Šiluminis lenkimas: nestandartinėms formoms, kvartcinio stiklo vamzdžio dalis vietomis kaitinama, kol ji suminkštėja, tada lenkiama aplink formą ar šabloną.
- Galų užsandarinimas: kvartcinio stiklo vamzdžio galas (-ai) išlydomi ir uždaromi naudojant aukštos temperatūros lempą, kad būtų sukurti kvartciniai ampuliai, įdėklai ar kiti uždaromi induose.
Kvartcinio stiklo vamzdžio privalumai
-
Kvartcinis stiklo vamzdis yra c orozijos atsparus
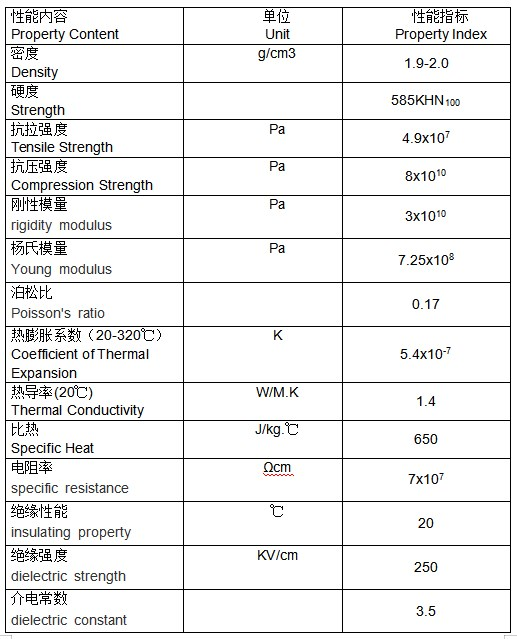
Be hidrofluorūs rūgšties, kvartcinis stiklas beveik nereaguoja su kitomis rūgštimis cheminės apdorojimui, o jo rūgščių atsparumas yra 30 kartų didesnis nei keramikos ir 150 kartų didesnis nei nerūdijančio plieno.
- Puikios elektroizoliacinės savybės
Kvartcinio stiklo vamzdžio varža yra 10 000 kartų didesnė nei įprasto stiklo. Tai puikus elektroizoliacinis medžiaga, kuri aukštoje temperatūroje išlaiko gerus elektrinius savybes
- Aukšta temperatūros atsparumas
Kvarcinio stiklo vamzdelių gebėjimas išlaikyti savo našumą ir struktūrinį stabilumą aukštoje temperatūroje
Taikymo sritys
Kvarcinis stiklo vamzdelis daugiausia naudojamas elektrinio šviesos šaltinio, elektros (elektrinių), puslaidininkių, optinės komunikacijos, karinių, metalurgijos, statybinių medžiagų, chemijos pramonės, mašinų, elektros energijos, aplinkosaugos ir kitose srityse.
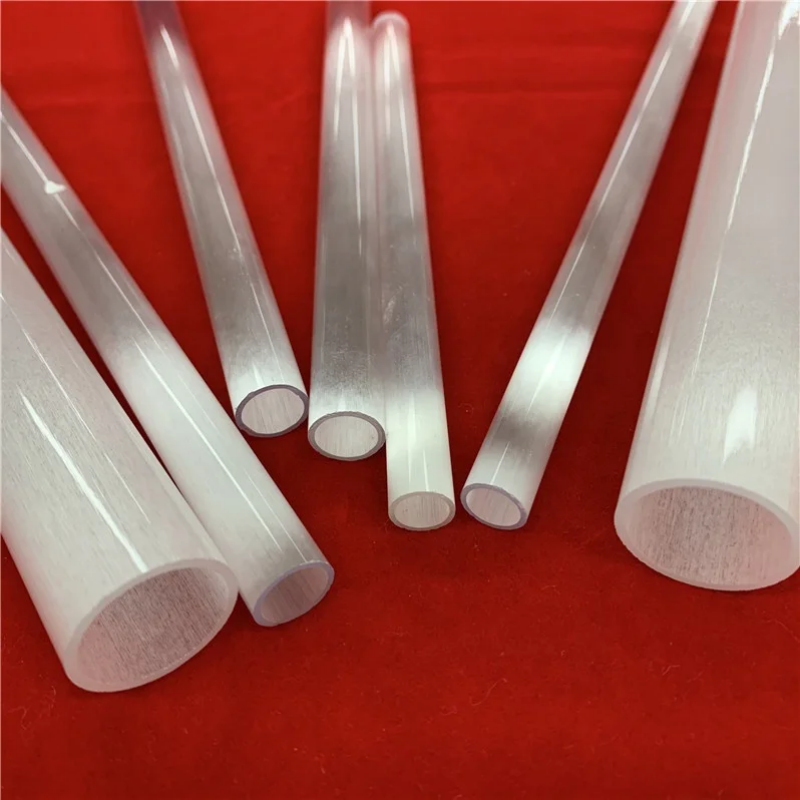
Nepermatomo kvarcinio vamzdelio techniniai duomenys