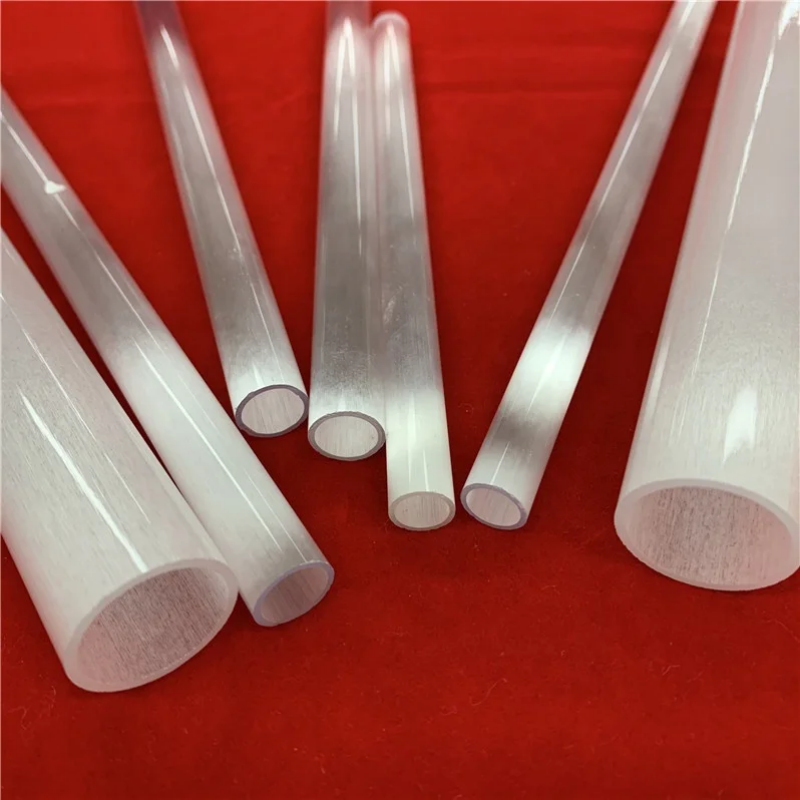
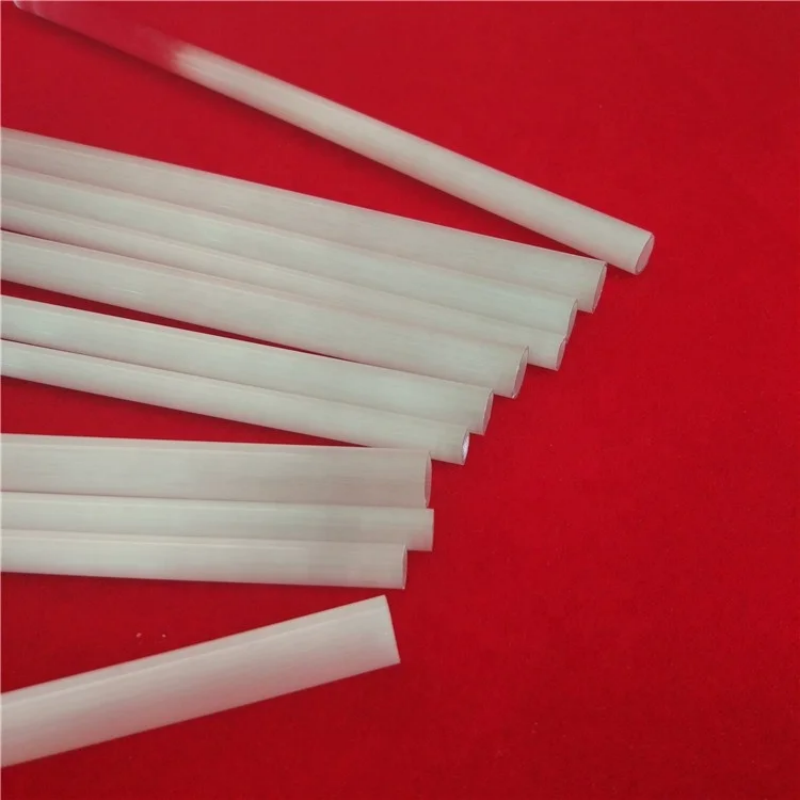
Výrobný proces a pracovný postup pri výrobe kvartových sklenených trubíc
Kvartové trubice sa vyrábajú predovšetkým z fúzovaného kremeňa (amorfného oxidu kremičitého). Najpokročilejšou a najbežnejšou priemyselnou metódou na výrobu nepretržitých dĺžok kvartových trubíc je proces nepretržitého tavenia a ťahania.
Celý pracovný postup možno rozdeliť na dve hlavné etapy:
Etapa 1: Nepretržité tavenie a ťahanie trubíc (jadrový proces)
Toto je kľúčová etapa, v ktorej sa suroviny premieňajú na nepretržitú kvartovú trubicu.
- Materiály: Prírodný kremeňový piesok vysokého stupňa čistoty alebo syntetické kvartové granuly (z procesu plameňovej fúzie). Stupeň čistoty sa vyberá na základe konečného použitia (napr. optika, polovodiče).
- Spracovanie: Surové materiály prechádzajú dôkladným čistením, kyselinovým oplachom a sušením, aby sa odstránili kovové ióny, prach a vlhkosť.
- Nepretržité dávkovanie a tavenie
- Očistený kvartový materiál sa nepretržite dávkuje do špeciálneho zvislého nepretržitého tavobloku.
- Komora peci je zvyčajne vyrobená z ohnivzdorných kovov (napr. molybdénu) alebo z grafitu a udržiava sa v ochrannom prostredí (napr. hélium, dusík), aby sa zabránilo oxidácii a kontaminácii.
- Vysoké teploty (približne 2000 °C) sú generované pomocou grafitových alebo volfrámových elektród, ktoré taví surovinu v hornej časti pece za vzniku homogénnej, bezbublinovej tavenej kremičitej hmoty.
- Roztavený kremeňový sklo tečie nadol na dno pece a cez precíznu formu alebo mandrúlu.
- Táto forma určuje konečný vonkajší priemer a hrúbku steny rúry. Zvyčajne ide o koncentrickú vysokoteplotnú grafitovú formu.
- Presnou kontrolou teploty taveniny, viskozity, rýchlosti ťahania a vnútorného tlaku plynu sa zmäkčené kremenné sklo „ťahá“ nahor alebo nadol do nepretržitej rúry so stabilnými rozmermi.
- Novo vytvorená rúra z kremenného skla obsahuje významné vnútorné tepelné napätie spôsobené nerovnomerným chladením, čo ju robí extrémne krehkou.
- Vytažená trubica okamžite prechádza cez inline pec na žíhanie (lehr). Táto pec zabezpečuje pomalé a presne riadené ochladzovanie, ktoré umožňuje trubici postupne vychladnúť cez kritický teplotný rozsah (napr. 1100 °C až 800 °C).
- Účel: Trvalé odstránenie vnútorného pnutia, čím sa stabilizujú mechanické vlastnosti kremenné trubice a predchádza sa jej praskaniu počas ďalšej manipulácie alebo používania.
- Rezanie a predbežná kontrola
- Neustála trubica sa reže na štandardné dĺžky.
- Vykoná sa predbežná kontrola na viditeľné chyby, ako sú bubliny, inklúzie, riasy, a overenie rozmerových tolerancií (vonkajší priemer a hrúbka steny).
Fáza 2: Sekundárne spracovanie (prispôsobenie pre koncové použitie)
Polotovary trubíc prechádzajú rôznymi dokončovacími procesmi prispôsobenými podľa špecifikácií zákazníka.
- Rezanie a opracovanie koncov
- Rezanie: Kvartové sklené rúrky sú rezané na požadované dĺžky pomocou špeciálnych nástrojov na rezánie kremeňa (napr. diamantové píly alebo laserové rezačky), aby sa zabezpečili čisté, rovné konce bez odlupovania materiálu.
- Fazetovanie/Zkosenie: Rezané konce sú ohobľované na hladký, zaoblený povrch, aby sa zabránilo koncentrácii napätia a zabezpečila bezpečnosť obsluhy.
- Dôkladný proces čistenia sa vykonáva pomocou vysokočistej vody, kyselinových roztokov (napr. zmes HF/HNO ₃ ) a rozpúšťadiel na odstránenie všetkých nečistôt vzniknutých počas rezného procesu a manipulácie.
- Teplotné spracovanie (ohňom leštenie)
- Účel: Pre aplikácie vyžadujúce vysokú čistotu a hladký vnútorný povrch (napr. polovodičový priemysel) sa môže podrobiť ohňom lešteniu koncov rúrky alebo celý jej vnútorný povrch.
- Metóda: Povrch kvartovej sklenej rúrky je krátkodobo zahrievaný až na bod zmäkčenia pomocou vodíko-kyslíkového horáka alebo plazmového oblúku. Vďaka povrchovej napätosti sa roztavená vrstva stane dokonale hladkou a uzatvorenou, čím sa odstránia mikrotrhliny, zníži drsnosť povrchu a odstránia povrchové nečistoty.
- Výsledok: Ohnivo leštená kremenná sklenená trubica vykazuje vyššiu mechanickú pevnosť a zvýšenú odolnosť voči devitrifikácii.
- Termálne ohýbanie: Pre výrobu špeciálnych tvarov je časť kremennej sklenej trubice lokálne zahrievaná, až kým nezmäkne, a potom ohnutá okolo formy alebo formu.
- Tesnenie koncov: Koniec (konca) kremennej sklenej trubice sa roztaví a uzavrie pomocou horáka s vysokou teplotou, aby vznikli kremenné ampulky, rukávy alebo iné uzavreté nádoby.
Výhoda kremennej sklenej trubice
-
Kremenná sklenená trubica je c odolnosť voči korózii
Okrem kyseliny fluorovodíkovej takmer nereaguje s inými kyselinami pri chemickom spracovaní, a jej odolnosť voči kyselinám je 30-násobná oproti keramike a 150-násobná oproti nehrdzavejúcej ocele.
- Vynikajúce elektrické izolačné vlastnosti
Hodnota rezistivity kremennej sklenej trubice je ekvivalentná 10 000-násobku bežného skla. Je to vynikajúci elektrický izolačný materiál a udržiava dobré elektrické vlastnosti aj pri vysokých teplotách
- Vysoká odolnosť voči vysokým teplotám
Schopnosť kremenných sklenených trubíc udržať svoj výkon a štrukturálnu stabilitu vo vysokoteplotných prostrediach
Oblasť aplikácií
Kremenné sklenené trubice sa hlavne používajú v oblasti elektrického svetla, elektrotechniky (elektrické zariadenia), polovodičov, optických komunikácií, vojenskom priemysle, hutníctve, stavebných materiáloch, chemickom priemysle, strojníctve, energetike, ochrane životného prostredia a iných odvetviach.
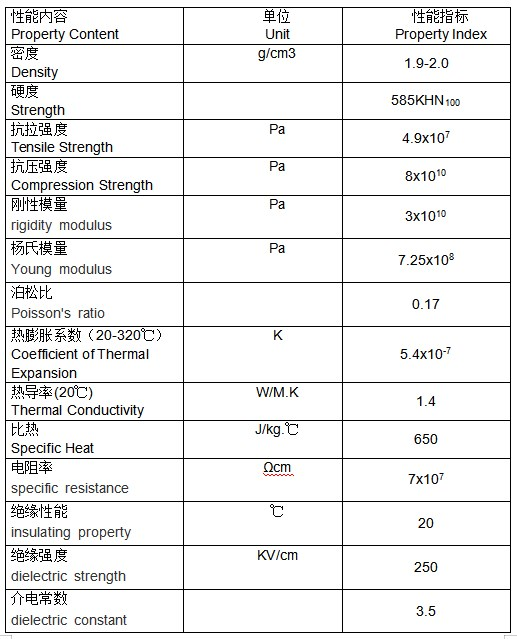
Technické údaje matných kremenných trubíc