





Bearbejdningsområde ned til 0,2 mm tykkelse for det tyndeste og kan tilpasses efter dine krav.
Produktionsproces og arbejdsgang for RG IR RM S erie optisk glas
Produktionen af RG IR RM S eries optisk glas er en højst præcis og kontrolleret række af operationer, der er designet til at opnå bestemte optiske egenskaber såsom brydningsindeks, Abbe-tal og høj gennemtrængelighed. Hele processen kan opdeles i følgende nøglefaser:

Fordele ved RG IR RM S eries O optisk G - Pige.
De primære fordele ved RG IR RM S eries optisk glas stammer fra dets omhyggeligt udformede kemiske sammensætning, som typisk tilbyder en balance mellem følgende egenskaber:
Anvendelser af RG IR RM S eries O optisk G - Pige.
På grund af sine fordelagtige egenskaber anvendes RG IR RM S eries optisk glas bredt inden for forskellige højteknologiske og industrielle felter:
Tekniske specifikationer
|
Tykkelse mm |
λ tj (nm) |
λ o (nm) |
Tλo () |
k |
IR-76 |
3 |
760±10 |
850 |
83.6 |
0.6 |
RG780 |
3 |
780±10 |
900 |
83.6 |
0.5 |
IR-80 |
3 |
800±10 |
900 |
83.6 |
0.5 |
|
RG-830 IR-83 |
3 |
830±10 |
930 |
83.6 |
0.5 |
IR-85 |
3 |
850±10 |
950 |
80.0 |
0.5 |
|
B boble |
S streg |
S spænding |
IR-76 |
C-B |
3C |
3 |
RG780 |
C-B |
3C |
3 |
IR-80 |
C-B |
3C |
3 |
|
RG-830 IR-83 |
C-B |
3C |
3 |
IR-85 |
C-B |
3C |
3 |
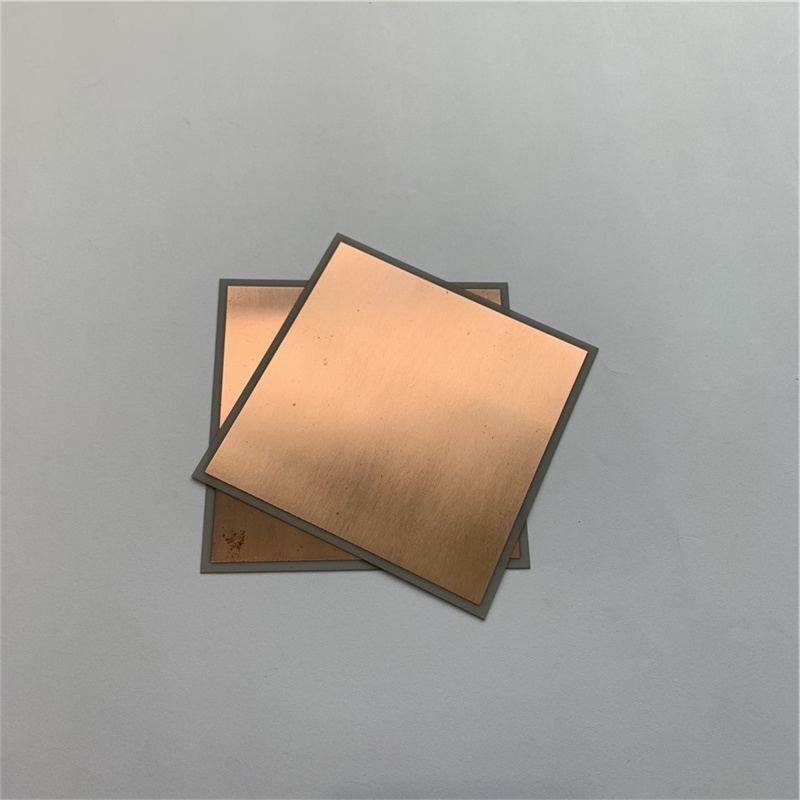
Aluminiumnitrid kobberplateret keramiksubstrat isolator AIN keramikplade
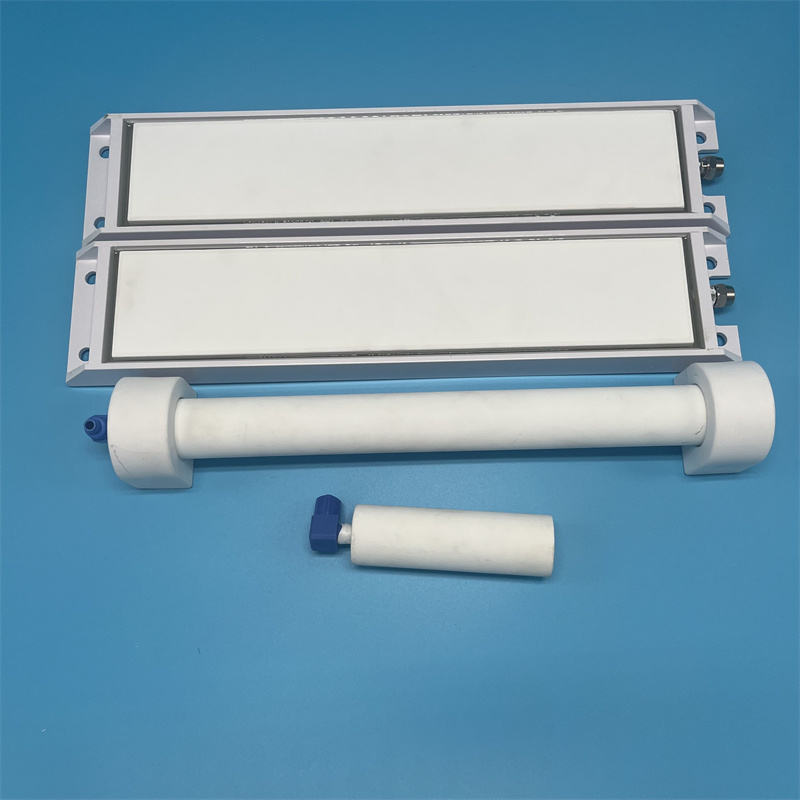
Mikroporøs keramisk aerationsdisk til akvakultur til fiskefarmes damme
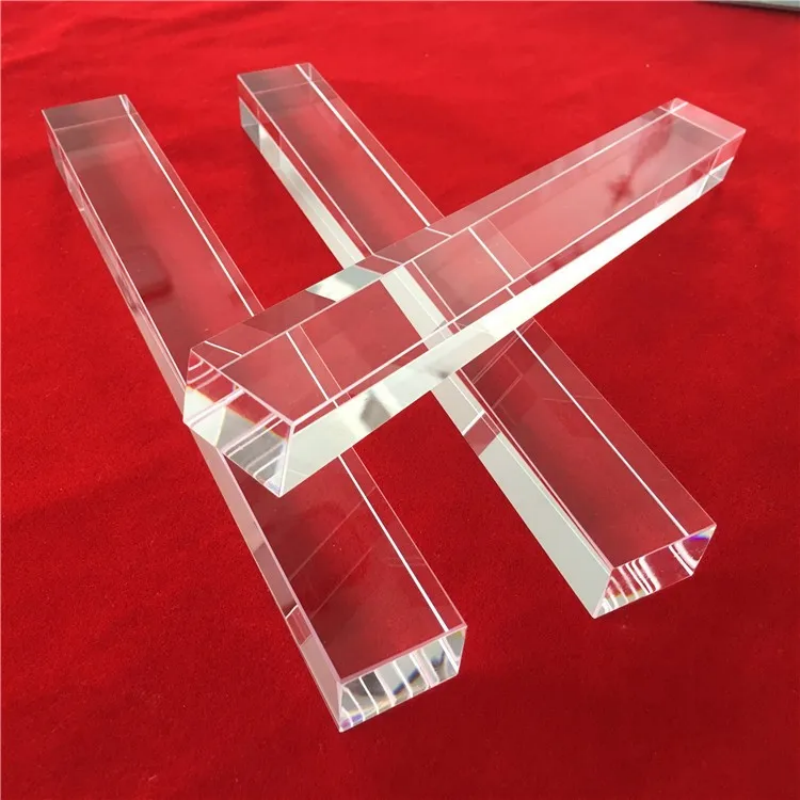
Højrenhed brugerdefineret størrelse firkantet form klar kvarts glasstang

8 mol Yttria-stabiliseret YSZ-oxygenføler af zirkoniumoxidkeramikrør, ZrO2, med lukket ende, sleeve


